
![]() Project Title: Tailstock Beauty Repair
Project Title: Tailstock Beauty Repair
Project Start: 05.09.2018
Project End: 11.09.2018
Überblick
Mir ist bekannt, dass ein amtlicher Prüfdorn mal schnell einige 100 Euro verschlingen kann. Als ich ein Angebot von MK2 & MK3 Prüfdornen von etwas über 100 Euro (inkl. Versand) sah, konnte ich nicht widerstehen, wohl wissend, dass die Bestellung ein Griff ins Leere sein könnte. Nachdem ich bereits mit dem “EDGE Tailstock Alignement Bar” den Reitstock meiner Hobbydrehmaschine genau ausgerichtet hatte, hat sich in dieser Ecke das beruhigende Gefühl etabliert, dass alles korrekt sei. Auf die Idee, dass die Reitstockpinole einen Mangel hat, wäre ich zu diesem Zeitpunkt nicht gekommen.
Problem mit Mk2-Prüfdorn?
Als die original verpackten Prüfdorne in hübschen und stabilen Holzkassetten geliefert wurden, habe ich die Schäfte mal schnell einer 2-Punktmessung auf der Messplatte unterzogen (kein Gleichdick-Effekt da Prüfdorn zwischen Spitzen geschliffen). Die Genauigkeit der Schäfte war hervorragend! Der MK3-Außenkegel hat ebenfalls tadellos in die mir zur Verfügung stehenden MK3-Innenkegel gepasst.
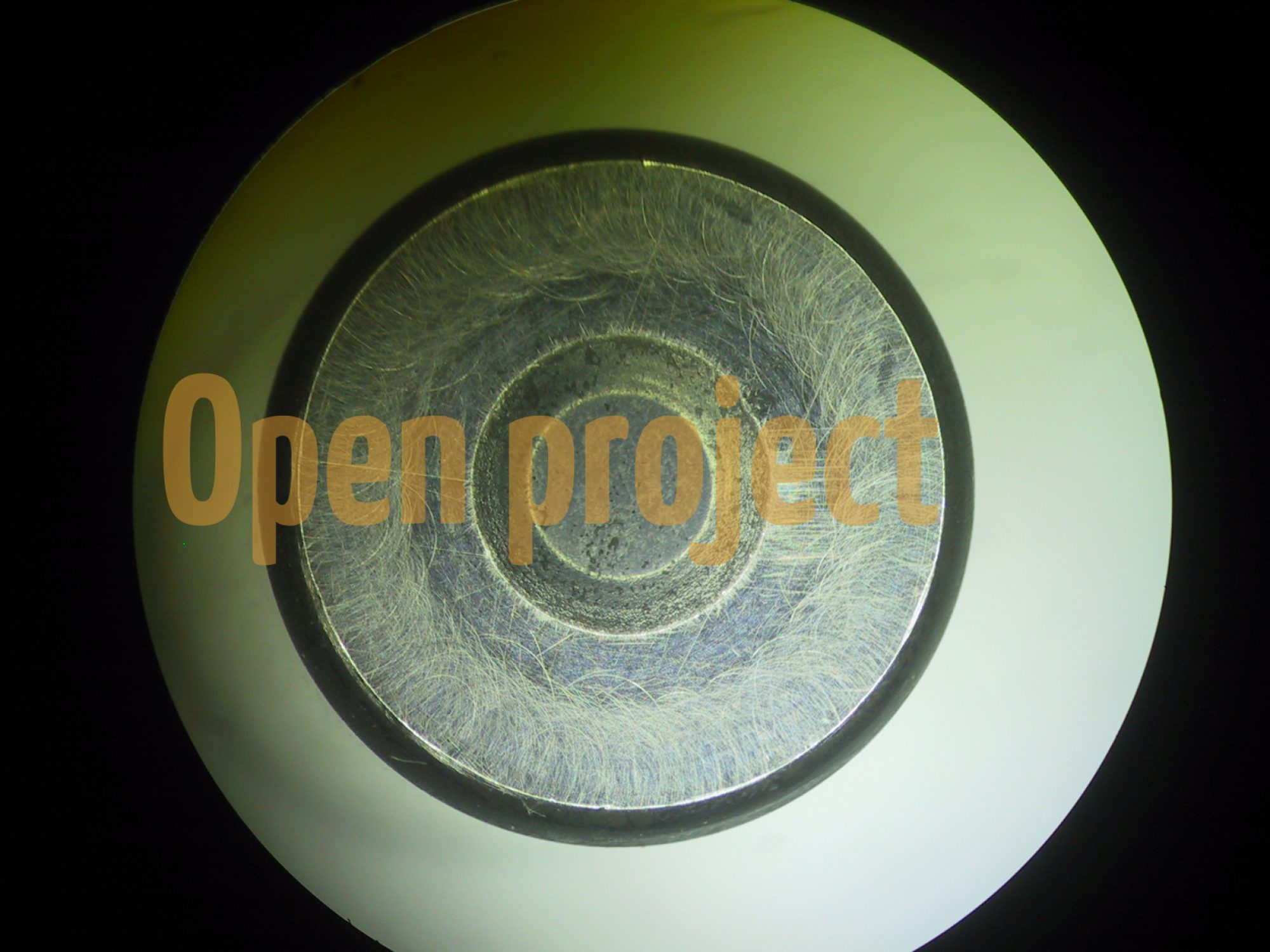
Bei dem MK2-Außenkegel, der eigentlich exakt in die Pinole meines Reitstocks passen sollte, gab es ein kleines Problem: Er ließ sich durch normales “Einwerfen” des Prüfdorns nicht kippfrei in der MK2-Pinole festsetzen. Da ich VERTEX für eine absolut brauchbare Marke im Hobbybereich halte, habe ich eine mitlaufende VERTEX-Körnerspitze als “Referenz” verwendet. Die MK2-Spitze ließ sich einwandfrei “festsetzen”, ein Kippeln war wegen des kleineren Hebels und des etwas besseren Tragbildes nicht festzustellen.
Ich bin aufgrund der etwas kleineren Tragfläche des Prüfdorns fälschlicherweise davon ausgegangen, dass der Außenkegel etwas ballig ist und das Fehlurteil
“Innenkegel Made in Germany o. k. – Außenkegel Made in India? n.o.k.”
ließ nicht lange auf sich warten. Ein Fachmann hätte hier mit großer Wahrscheinlichkeit schon gesehen, dass beide Tragbilder nicht die besten sind!
no images were found
Nach Absprache mit dem Verkäufer wurde vereinbart, dass dieser mir einen neuen MK2-Prüfdorn zusendet, den er vor Versand mit einem MK2-Innenkegel überprüft, ich sende meinen Prüfdorn an ihn zurück. Nach Erhalt des Prüfdorns hat sich der Verkäufer gemeldet und mir mitgeteilt, dass er die Rücksendung überprüft hat und dass sie aus seiner Sicht o. k. ist. Das hat mich schon etwas nachdenklich gestimmt und ich bin ab diesem Zeitpunkt davon ausgegangen, dass der neue Prüfdorn ebenfalls nicht passt.
Messhilfsmittel
Um eine einigermaßen objektive Bewertung vornehmen zu können, habe ich meinen Messmittelfundus um einiges an Zubehör erweitert (Sinusschraubstock, zylindrische Spindelhülsen MK2 und MK3, ein Set Stahlkugeln, 90° Prismen, wobei 108° Prismen für Dreipunktmessungen optimaler gewesen wären.
no images were found
Als der “Ersatzprüfdorn” geliefert wurde, habe ich ihn mit der neu erworbenen MK2-Spindelhülse “verheiratet”. War überrascht, wie gut die beiden harmoniert haben, mit der Reitstockpinole konnte der Ersatzprüfdorn erwartungsgemäß nicht “vereinigt” werden. Die Verbindung war immer noch “kippelig”. Jetzt war eindeutig klar, dass der MK2-Innenkegel meiner Reitstockpinole ein kleines Problem hatte.
no images were found
Nun war Nacharbeiten/Nachreiben angesagt mit dem Ziel, dem Innenkegel der Pinole die korrekte Form zu verleihen, sodass eine ordnungsgemäße Nutzung des MK2-Prüfdorns und der Reitstockpinole möglich war. Für das Abtragen der störenden Metallpartikel sollte eine neue MK2-Handreibahle verwendet werden. Aus meiner Sicht konnte das auf folgende Art und Weise bewerkstelligt werden:
– durch reine Handarbeit
– Nachreiben mit Unterstützung der Hobbydrehbank, Einspannen der Handreibahle in Dreibackenfutter, Pinole bleibt in Reitstock (wäre eine Ersatzpinole vorhanden, könnte eine Reibahle mit MK2-Aufnahme in der Ersatzpinole und die zu bearbeitende Pinole in einer Planscheibe gespannt werden).
– Nachreiben mit Unterstützung der Hobbyfräse, Pinole wird zentrisch in 3-Backenfutter auf Frästisch gespannt, Frästisch wird innenkegelzentrisch ausgerichtet, in Bohrpinole/Bohrfutter wird ein Zentrierstift für die Kraftübertragung auf die Handreibahle gespannt
Am geeignetsten erschien mir die rein-manuelle Methode, die ein sehr gefühlvolles und kontrolliertes Reiben zulässt. Alternativ hätte ich mir ein Nachreiben mit Unterstützung der Hobbyfräse vorstellen können. Aus meiner Sicht am aufwendigsten und ungeeignetsten wäre die Methode mit Unterstützung der Hobbydrehe gewesen. Obwohl der Reitstock bereits auf die Spindel ausgerichtet war, wäre mir das Risiko einer leichten Verkantung zu hoch gewesen, zumal die Innenkegelform ja schon zu 99,9 % fest vorgegeben war.
Vor und nach den Zerspanungsarbeiten wurde die Reitstockpinole zusammen mit dem MK2-Prüfdorn auf der Messplatte und der Hobbydrehmaschine vermessen.
Messungen Rundheit & Zylinderform von MK2-Prüfdorn/Pinole vor Bearbeitung des Pinoleninnenkegels
no images were found
Pinolenanfang
Abweichung (Pinolenanfang) vor Bearbeitung des Innenkegels ca. 1,5/100 mm (-1/1000 mm bis -16/1000 mm)
Pinolenende
Abweichung (Pinolenende) vor Bearbeitung des Innenkegels ca. 1/10 mm (+36/1000 mm -bis -73/1000 mm)
Die folgenden 8 Messwerte sind ungefähre Anhaltswerte, da bei nicht exakt passenden Kegeln (Innen- bzw. Außenkegel) mit einer großen Wertestreuung durch die schlechtere Wiederholbarkeit beim Zusammensetzen von Pinole mit Prüfdorn zu rechnen ist!!!
 -3/1000 30/1000 36/1000 16/1000 -36/1000 -61/1000 -73/1000 -8/1000 mm
-3/1000 30/1000 36/1000 16/1000 -36/1000 -61/1000 -73/1000 -8/1000 mm
Reiben mit der Mk2-Handreibahle
Gerieben wurde in mehreren Durchgängen. Nach jedem Durchgang wurde der MK2-Prüfdorn in die Pinole “eingesetzt” und der Sitz (kippelig) geprüft. Nachdem zum ersten Mal ein “kippfreier” Sitz feststellbar war, wurden neue Tragbilder erstellt.
no images were found
Die Reitstockpinole ist innen nicht gehärtet und lässt sich ohne großen Schneiddruck sehr gut mit Schneidöl bearbeiten.
no images were found

Nach einem weiteren Durchgang wurde der MK2-Prüfdorn mehrfach in die Pinole “eingesetzt” und die Parallelität zum Maschinenbett gemessen. Subjektiv hatte ich das Empfinden, das die Wiederholgenauigkeit beim Einsetzen des Prüfdorns zunimmt, je akkurater das Tragbild wird. Nachdem eine für mich akzeptable Wiederholgenauigkeit gegeben war, wurde die Parallelität der Z-Achse zum Maschinenbett in X- und Y-Richtung final vermessen. Das endgültige Tragbild sieht wie folgt aus:
no images were found
Als letzte Zerspanungsaktivität musste der Innenkegel der Reitstockpinole noch eine Runde “glattschmirgeln’ über sich ergehen lassen.



Messungungen Rundheit & Zylinderform von MK2-Prüfdorn/Pinole nach Bearbeitung des Pinoleninnenkegels

Pinolenanfang
Abweichung (Pinolenanfang) nach Bearbeitung des Innenkegels ca. 1,5 bis 2/100 mm
 0/100 mm 0/100 mm -1,5/100 mm -2/100 mm -1,5/100 mm -1/100 mm
0/100 mm 0/100 mm -1,5/100 mm -2/100 mm -1,5/100 mm -1/100 mm
Pinolenende
Abweichung (Pinolenende) nach Bearbeitung des Innenkegels ca. 2/100 mm
 -2/100 -3/100 -4/100 -4/100 -3,5/100 -2,5/100 -2/100 -2/100 mm
-2/100 -3/100 -4/100 -4/100 -3,5/100 -2,5/100 -2/100 -2/100 mm
Messungungen Fluchtung/Parallelität Drehachse-z mit Reitstockachse-z nach Bearbeitung des Pinoleninnenkegels
no images were found
X-Achse
 x-Achse: Abweichung ≤ 1/100 mm
x-Achse: Abweichung ≤ 1/100 mm
Y-Achse
 y-Achse: Abweichung ≤ 1/100 mm
y-Achse: Abweichung ≤ 1/100 mm
Fazit
Nach Versandkostenrückerstattung und Entschuldigung beim Verkäufer habe ich mir vorgenommen, mit dem Begriff “Made in ……” etwas objektiver umzugehen!
… Schon vor dem Prüfen prüfen, ob das zu “Prüfende” schon geprüft!