![]() Project Title: DIY Rotary Table Fixture Plate for Vertex HV-8
Project Title: DIY Rotary Table Fixture Plate for Vertex HV-8
Project Start: 20.10.2015
Project End: 13.03.2018
Motivation
Basteln der Aufspannplatte (1)
Materialbestellung Aluminium Scheibe/Ronde 250×35 mm AlCuMgPb. Materialbestellung Mk3 Dorn mit ungehärtetem Kopf und M12 Anzugsgewinde. Kopf von Mk3 Dorn abgesägt und plangedreht. Gewinde M8 geschnitten. Ronde wurde erst am Umfang gespannt und dann auf den Planflächen gefräst.

Danach wurde sie so gebohrt, dass sie von beiden Seiten auf den HV-8 aufgespannt und plangefräst werden konnte. Beide Seiten wurden durch wechselseitiges Spannen und Fräsen auf gleiche Stärke gebracht. Anschließend Fräsarbeiten am Umfang.


Basteln der Aufspannplatte (2)
Nach Anschaffung diverser Messmittel Vermessung der RTFP auf der Prüfplatte. Nennmaß für die Plattenstärke darf so groß sein wie möglich unter der Voraussetzung, dass beide Planflächen parallel zueinander sind. Größte gemessene Abweichung in der Dicke ist ca. 1/20 mm. Gefräst wurde die Ronde damals mit der Fräskopfeinstellung ab Werk. Inzwischen wurde der Fräskopf aber neu ausgerichtet.

L1 (Innen)=32,44 mm, L2 (Innen)=32,40 mm, L3 (Innen)=32,42 mm, Mk3-Spannplatte: Ø 33,87 mm

L1 (Außen)=32,45 mm, L2 (Außen)=32,39 mm, L3 (Außen)=32,42 mm

Mk3-Dorn: Ø 33,74 mm
Befestigung des Mk3-Dorns an RTFP mit Anzugsschraube M8 x 22 mm. Befestigung des Mk3-Dorns am HV-8 über Anzugsschraube M12 x 30 mm (optional). Befestigung der RTFP in den T-Nuten des HV-8 mit 3 Inbusschrauben M10 x 30 mm. Direktaufspannung auf Frästisch ist möglich. Die RTFP soll auch an der Spindel der Hobbydrehmaschine montiert werden können.
Planlauf HV-8, Aufspannplatte und Mk3-Dorn

Die auf der Prüfplatte gemessenen Planlauf-Abweichungen des HV-8 liegen unter 1/100 mm (-1/1000 mm bis 6/1000 mm).
Messung Planlauf HV-8
Wegen neuer Hobbydrehbank Planfläche an Mk3-Dorn noch einmal bearbeitet, Gewindeloch entgratet, und Mk3-Dorn vermessen. Mk3-Dorn an RTFP geschraubt.
Messung Planlauf Mk3-Dorn-alt:
Messung Planlauf Mk3-Dorn-neu:

HV-8 auf Frästisch zentrisch montiert und Planlauf der aufgelegten RTFP (nicht verschraubt an HV-8) mit Fühlhebelmessgerät gemessen.
Messung Planlauf Aufspannplatte (nicht final bearbeitet)
L1=0 Teilstriche, L2=19 Teilstriche (0,038 mm), L3=16 Teilstriche (0,032 mm)
Finale Plattendicke der Aufspannplatte
Außenseite der RTFP auf zentrierten Rundtisch aufgespannt und Innenseite der Aufspannplatte mit Walzenstirnfräser geschlichtet, mit Abrichtstein abgezogen, und vermessen.

L1 (Innen)=32,38 mm, L2 (Innen)=32,40 mm, L3 (Innen)=32,40 mm
Innenseite der RTFP auf Rundtisch aufgespannt und Außenseite der Aufspannplatte mit Walzenstirnfräser geschlichtet, mit Abrichtstein abgezogen, und vermessen.

L1 (Außen)=32,34 mm, L2 (Außen)=32,33 mm, L3 (Außen)=32,33 mm
Entgraten der Bohrungen und Mk3-Dornaufnahme.
Ergänzung der noch fehlenden Maße der Aufspannplatte:
L1 (Außen)= 60,23 / 83,51 / 118,60 mm, L2 (Außen)= 60,23 / 84,20 / 118,35 mm, L3 (Außen)= 61,66 / 86,06 / 118,80 mm
Design für Spannen und Ausrichten
Nach kurzer Einarbeitung in SketchUp alle gemessene Maße in das Programm übernommen und ein 2D/3D-Abbild der RTFP erstellt. Entwurf für ersten Kreis “Spannen” und “Ausrichten/Anschlagen” erstellt.Sketchup-Layouts für die Bohrungen aller Spann- und Ausrichtkreise sowie für die beiden Aufspannbohrungen AT1 und AT4 erstellt.
Bohrungen der RTFP:

Blau (Ausrichten/Anschlagen Werkstücke): 24 Sacklochbohrungen Ø 9,8/30mm, Senken, Aufreiben 10H7
Grün (Spannen Werkstücke): 32 Sacklochbohrungen Ø 6,8/30mm, Senken, Gewinde M8/24mm
Rot (Spannen RTFP auf Frästisch): 2 Durchgangsbohrungen AT1 und AT4 Ø 8mm, 2 Senkbohrungen Ø 15/12mm. 2 Durchgangsbohrungen AT2 und AT3 Ø 10mm vorhanden, 2 Senkbohrungen Ø 15/12mm fehlen noch. Ihre Koordinatenpaare sind nicht im Bearbeitungsplan enthalten. Sie werden nach Abschluss vom Step 1 über die Zentrierung der beiden Durchgangsbohrungen hergestellt. 1 Durchgangsbohrung ATZ Ø 8mm und 1 Senkbohrung Ø 20/12mm vorhanden
Gelb (Aufspannen RTFP auf HV-8):3 Durchgangsbohrungen AR1, AR2 und AR 3 Ø 10mm und 3 Senkbohrungen Ø 18/12mm vorhanden. 1 Durchgangsbohrung ATZ Ø 8mm und 2 Senkbohrungen Ø 20/10mm (Oberseite) und 34/6mm (Unterseite) vorhanden.
Die fertiggestellte RFTP wird so aussehen:

Aufspannung auf Frästisch F1200hs:

Nutzbare x-y-Koordinaten bei Aufspannung auf Frästisch bzw. Rundtisch Vertex HV-8 (0°):

Koordinaten für alle 4 Spann- und Ausrichtkreise sowie für die Direktaufspannung auf Frästisch in einen Bearbeitungsplan übernommen. Aufgrund der Tischgeometrie sowie der Bohrungsanordnung werden keine Teilscheiben eingesetzt. Alle Bohrungen werden mit den SketchUp-Koordinaten erstellt. Da die y-Koordinaten des Fräsentisches den zu bohrenden Bereich nicht mit einer Einstellung abdecken, muss die auf den HV-8 aufgespannte RTFP mit 4 unterschiedlichen Winkeleinstellungen gebohrt und bearbeitet werden. Nach jedem Bearbeitungsschritt muss der HV-8 um 90°- bzw. 45° gedreht werden.

Die x-y-Koordinaten für die Steps 2,3 und 4 mussten neu ermittelt werden. Glücklicherweise konnte SketchUp diese Infos liefern so das keine mathematischen Klimmzüge notwendig waren.
Bearbeitungsplan (DRO-Bohrplan) für RTFP:

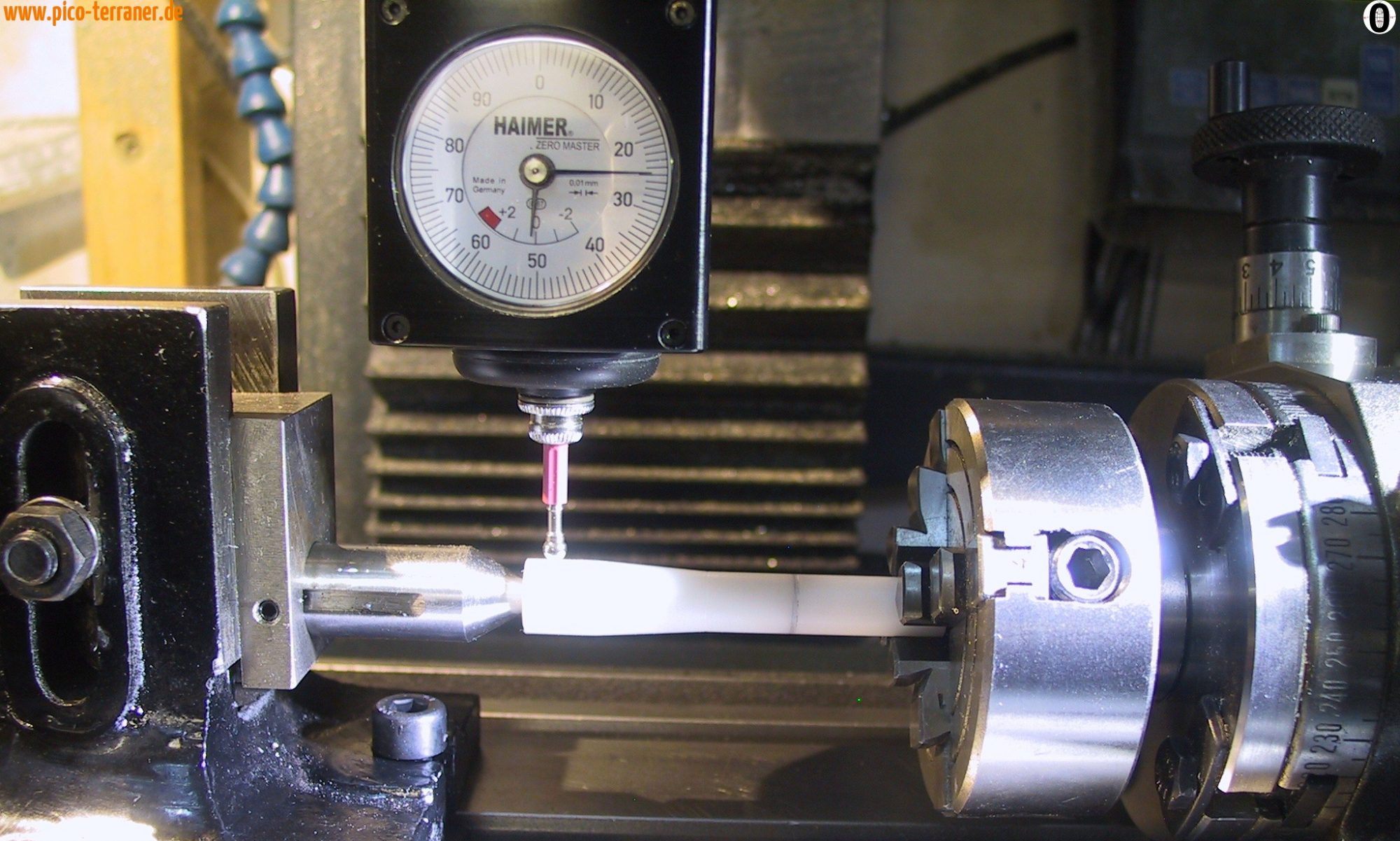
Die Winkeleinstellungen des Rundtisches für die Bearbeitungsschritte 2, 3 und 4 erfolgen mithilfe der gefrästen V-Nut, der digitalen Positionsanzeige (DRO) und des Haimer Zero Masters.
Bearbeitungsschritt 2 (-90°): y-Parallelabtastung der V-Nut mit Zero Master. Durch Drehen des Rundtisches Parallelität einstellen und Rundtisch arretieren.
Bearbeitungsschritt 3 (-45°): x = -75 mm und y=75 mm einstellen. Durch Drehen des Rundtisches bzw. durch Abtasten mit dem Zero Master Nutmitte ermitteln und Rundtisch arretieren.
Bearbeitungsschritt 4 (+45°): x =75 mm und y=75 mm einstellen. Durch Drehen des Rundtisches bzw. durch Abtasten mit dem Zero Master Nutmitte ermitteln und Rundtisch arretieren.
Bearbeitungsschritt 3 (-45°):

Bis auf die beiden Durchgangsbohrungen AT1 und AT4 (zurzeit noch Sacklochbohrungen) sind alle vorgesehenen Bohrungen gesenkt, gewindet und gerieben. Durch mehrfaches Aufreiben der Bohrungen konnte die Toleranz nach oben in Richtung Spielpassung erweitert werden. Am Umfang wurde nachgefräst und die obere Kante mit einem Viertelkreisfräser bearbeitet. Plattenoberseite mit 800-er Schmirgel abgezogen und gereinigt.

Vermessung der Zylinderstifte.

Aufgeriebene Passungsbohrungen und Platte gereinigt und poliert.

AT2/AT4 Senkbohrungen wurden vergessen.AT2/AT4 Senkbohrungen Ø 16/12mm gemacht. Durchgangsbohrungen AT1 und AT4 von Ø 8mm auf Ø 10mm aufgebohrt.
Siehe auch Folgeprojekt: Clamping and Workholding Kit for RTFP